| 产地 | 山东 |
|---|---|
| 品牌 | 正强 |
| 材料 | 圆钢 |



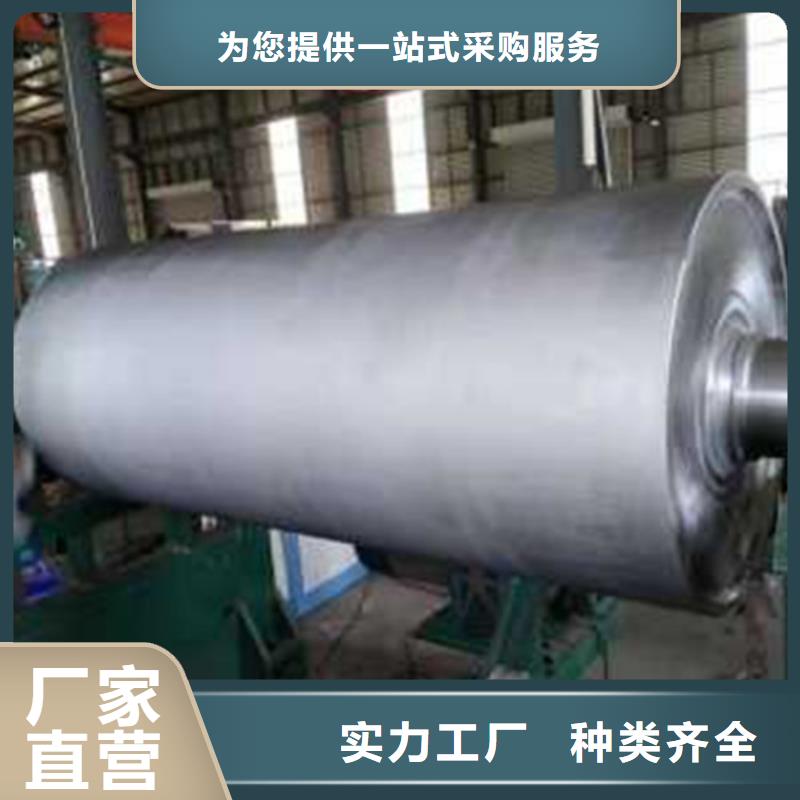
其主要质量要求有强度、硬度、耐热性及耐用性。轧制强度是最基本的指标,在满足强度要求的同时,还必须有一定的耐冲击韧性。要使轧辊具有足够的强度,主要从选择轧辊材质及确定合理的轧辊结构与尺音上全面考虑。轧辊强度足够与否,可根据轧辊强度计算确定。
硬度通常是指轧辊工作表面的硬度,也是轧辊的主要质旦指标。它决定轧辊的耐磨性,在一定程度上决定轧辊的使用寿命。轧辊的硬度可通过材料选用及对轧辊表面进行某种热处理来满足要求。另外,对于热轧辊来说,它还应具有一定的耐热性,以保证轧制产品的精度,同时也决定轧辊的使用寿命。随着轧制技术的发展及市场的激烈竞争,对轧辊的技术要求越来越难。提高轧辊的使用寿命,可降低产品酌生产成本,对于板带轧机的轮辊来说,对轧辊表面质量提出了更高要求。


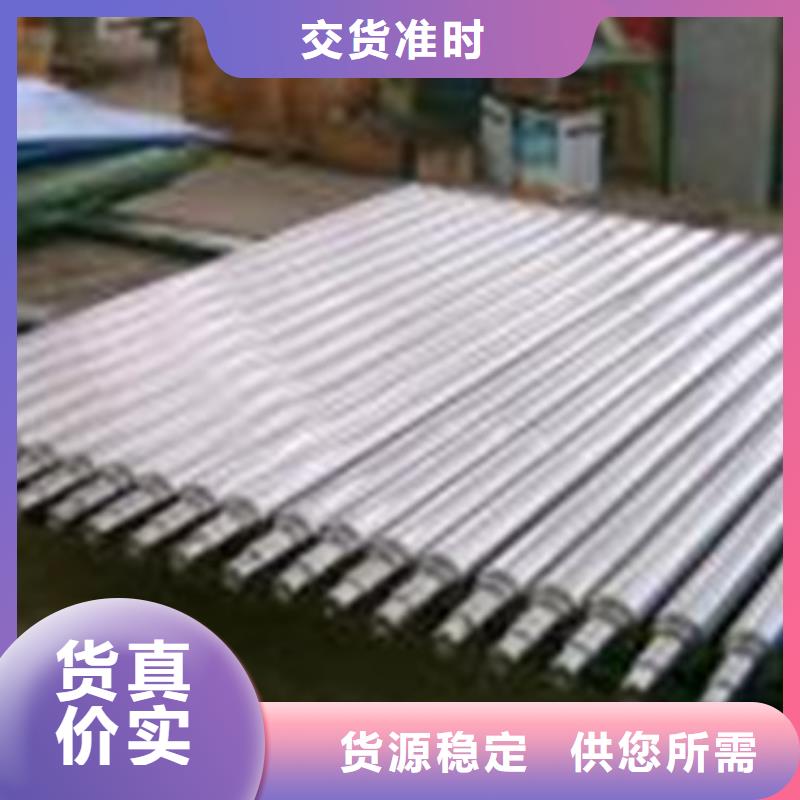
1)仔细观察轧辊表面是否有裂纹、颜色异常、粘钢、压痕等现象;一般用肉眼检查轧辊表面光洁度和氧化膜状况,根据所轧产品表面质量的要求来决定是否可继续使用。
2)初期试用辊换下后可手工探伤,确无问题后可再上机使用,以摸索规律,积累经验;在机正常使用切 步检查无问题的轧辊也可不探伤;
3)初试用辊在轧制两个星期后吊入磨辊间,在磨床上测量辊型,做好磨削曲线记录,并与原始曲线对比,决定是否再上机使用。
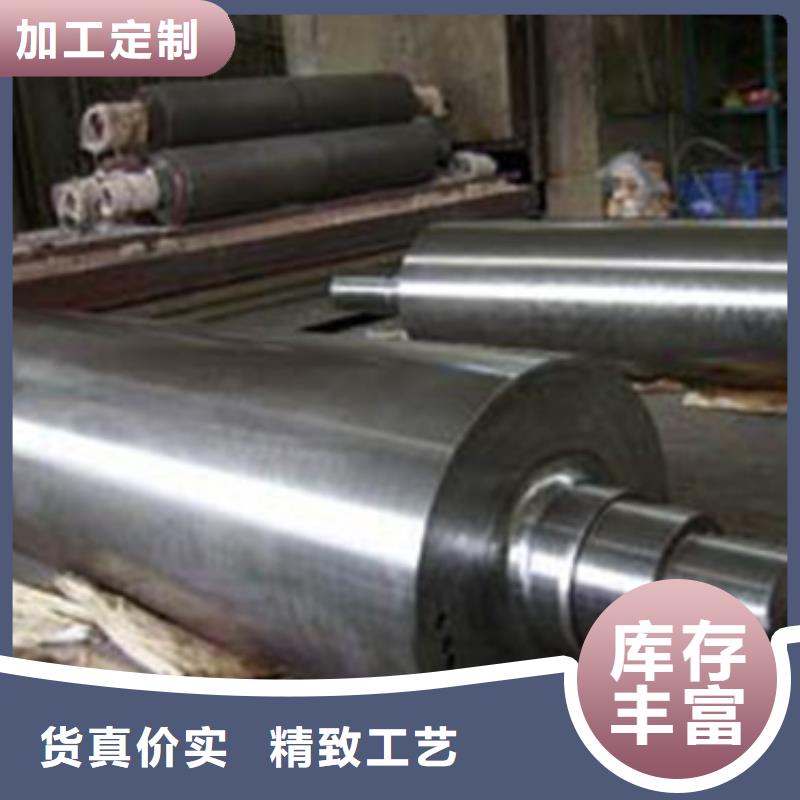
型钢轧辊报废标准
一、开坯
1、如有探伤仪器,按照轧辊裂纹(水纹)深度达40mm,达到断辊极限,即报废。
2、开坯槽钢新辊轧制12000吨堆焊。
开坯角钢新辊一线轧制30000吨堆焊。
开坯角钢新辊二线轧制28000吨堆焊。
开坯槽钢轧辊堆焊后一次轧制10000吨再堆焊。
开坯槽钢轧辊堆焊后一次轧制18000吨再堆焊。
![[连云港]新物通物资有限公司名片](http://ypmimg.sys00.com/UploadImg/2291/new_card.jpg "[连云港]新物通物资有限公司名片")